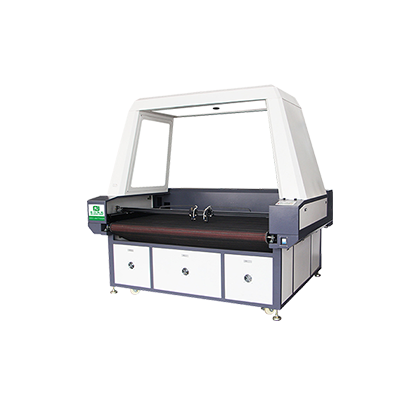
 安顺智能化雷射研磨机
安顺智能化雷射研磨机
一、工艺技术简介
雷射研磨是一类高热量密度移动性好的无碰触研磨。它将雷射束聚焦成最轻直径可小于0.1mm的小点,使焦点处的发射率可超过107W~108W/㎝2,被照射的金属材料很快被加热至熔化温度,蒸发形成圆孔。随着雷射与金属材料相对线性移动,使圆孔连续形成宽度约0.1mm的切缝。研磨时还加与被切金属材料相适应的临时性气体,以加速金属材料的熔化、吹走电炉或保护切缝不被氧化。
许多金属金属材料,无论它有什么样的延展性,都能用雷射进行无形变的研磨。绝大多数有机与无机金属材料都能用雷射研磨。常用的工程金属材料中,除角蕨外,包括不锈钢、不锈钢、合金钢、铝及碳纤维、钛及复合材料以及绝大多数黄铜等都能实施雷射研磨。
二、雷射研磨的优点
●切缝最厚,热负面影响区最轻,钻孔局部形变很小,无机械电子设备形变。
●是一类移动性好的无碰触研磨。无枪械破损,任何人延展性的金属材料(包括铑)都能研磨。
●具备广泛的适应能力和灵巧性,易于智能化化,有无限的仿型研磨能力。
与传统的板材研磨形式较之,雷射研磨有显著的竞争优势。它研磨速率快,制造效率高;研磨质量好、切缝窄;金属材料适应能力好,无枪械破损;无论是单纯还是繁杂配件,都能用雷射一次精密快速成形研磨;智能化化程度高、操作方式单纯、劳动强度低,没有污染;制造效率高,经济效益好;该技术的有效生命周期长。
雷射研磨与常规研磨形式较之,同样具备显著的竞争优势。在热研磨形式中,氧可熔化(如乙烷)研磨和激光研磨都不能像雷射束那样集中热量于一个很小区域,结果导致圆孔宽、热负面影响区大和较显著的钻孔形变。氧可熔化研磨电子设备小、投资少,可研磨最厚1m的钢板,是很灵巧的研磨辅助工具,主要用来研磨盒形。但是由于它热负面影响区大、研磨速率低,圆孔呈现严重的锯齿和波折状。因此,它很少被选用于研磨20mm以下厚度且要求尺寸精确的金属材料。激光研磨与雷射研磨速率相仿,显著高于乙烷火焰研磨。但其研磨热量较高,收录机顶部呈尖头状,收录机显著起波形。在操作方式中,还要防止由电弧产生的紫外线辐射对操作方式者带来的伤害。
与雷射研磨较之,激光研磨更胜一筹之处在于:它较适合研磨较厚钢板和对雷射饱和度高的碳纤维等。但是,雷射能研磨铑,而其他热研磨形式则不能。在机械电子设备冲压研磨形式中,选用模冲形式制造大批量配件,具备配件效率高、制造周期长的竞争优势,但这种形式对设计上的变化较难适应,电子设备专用、制造周期长、造价高。对中小规模的企业来说,雷射研磨的特长就会充分显示。雷射研磨便于钻孔紧密编排套裁,比起每个钻孔周围需预留非常多金属材料稳定度的模冲更节约金属材料。对于需要分段当鼠标的大而繁杂的配件,就需要用滚轮当鼠标,导致收录机呈许多小Anthracoidea尖头,产生大量边角余料。对于薄金属选用锯切形式,其研磨速率比雷射研磨慢很多。而且,雷射作为一类灵巧的无碰触、仿形研磨辅助工具,能从金属材料任何人一点开始向任何人方向研磨,这一点对锯切来说,是望而却步的。选用电弧或线研磨等形式用于坚硬金属材料的精细研磨,虽然圆孔较平整,但研磨速率要比雷射研磨慢几个数量级。水研磨虽然能研磨许多铑金属材料,但运行费用较高。

 地址:安徽省合肥市新站区佳海工业园D8幢
地址:安徽省合肥市新站区佳海工业园D8幢
 手机:13917705121
手机:13917705121
 电话:0551-66770025
电话:0551-66770025
 Q Q:389023037
Q Q:389023037
 微信:13917705121
微信:13917705121







 当前位置:
当前位置: